目前国内隧道混凝土预制管片生产中使用的钢模具从振捣方式上分为3种: 人工插入式振捣、振动平台式振捣和附着式振动器振捣。
一、 振动方式概述
1. 插入式振捣器
插入式振捣器依靠人工的操作把电动振动棒插入混凝土中,把振动波传递给混凝土。人工插入式振捣器的高频振动棒振动频率在195 Hz ~ 200 Hz。由于振捣棒的直径小(Ø 50 ~ 70 mm),所产生的振捣作用是局部的、有限的,特别是在振捣过程中所产生的振动效应低,骨料滑移非常小(0.9 到 1.2 mm)。此外,采用人工插入式振捣器振捣时,需要对混凝土表面浮浆进行人工抹平。同时,为防止浆水溢出,依靠人工加上盖板,操作不便。所以,人工插入式振捣通常用在于表面平整、厚度不大、或者面积比较小的混凝土预制板。
插入式振捣可根据工作面的大小和经验决定振捣点的布置和振捣时间,受人工约束因素较大(见图 1,图2)。这种方式还由于带电作业,存在一定的风险。大直径隧道混凝土管片大,模具相应大。以12米直径隧道为例,其相应的模具高度约2米(见图3)。在这样的高空进行人工作业比较危险,质量难以控制。此外,人工振捣不适应自动化流水线作业。综合上述缺点,这种方式已普遍被隧道管片领域淘汰。



1: 人工插入式振捣器作业现场 图2: 插入式振捣器 图 3: 大直径隧道模具的高度
2.整体式振动平台
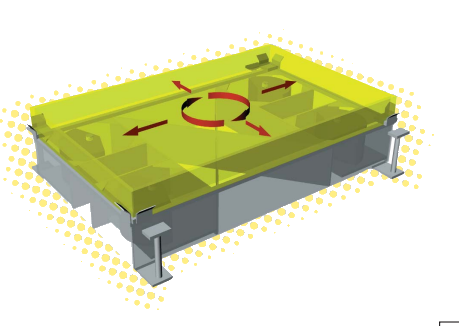

图 4: 整体振动平台 图 5: 面具置于整体振动平台之上
顾名思义,整体振动平台振捣即把模具固定在整体振动平台之上(如图5所示),振动台底部受到振动,振动力传递给钢模具。振动平台传递的力水平方向,即模具只受到水平方向力的振动,几乎没有加速度。所以振动台适合小型平板混凝土预制件, 受力混凝土板的重心必须在一个平面上。振动频率有限,而振动时间比较长。
采用振动台方式,整体模具必须处在振动之中,模具结构需要过度加强而浪费钢材。此外,模具的全部结构处在摆动之中容易变形,结构易损,影响模具精度和寿命并且工厂必须额外配备一套振动平台机械装置,增大投入成本。
振动的目标在于捣实混凝土。而捣实混凝土并不一定需要钢模具整体振动。例如地铁管片,标准块混凝土管片重量约3吨,钢模具重量约4吨,加上振动台自重,全部需要同时振动,必然增加钢材和能源消耗,明显地属于被淘汰的落后产能。
所以,振动台方式除目前仍然在中国市场使用外,全球其他地区的隧道混凝土管片生产已经不再使用这种方式。
3. 附着式振动器模具
附着式振动器模具是上世纪80年代由法国CBE集团研发的。
1987年12月1日,长达50.45公里的英法海底隧道开工。大量的混凝土管片需要全新预制。承接隧道管片钢模具制造任务的CBE模具工业集团研发出了附着式振动器钢模具,满足了英吉利海峡隧道建设的质量要求。
附着式振动是指振动器布置在模具底板下,振动力通过模具结构底板直接传递给混凝土,模具受振动力的面积大。振动器的位置经过严格的设计计算,高频振动 ( 200 ~ 300 Hz)作用在单位面积上的力可高达6000 daN。
附着式整体振动器有气动和电动之分,国内一般采用的是气动振捣器。国外也有采用附着式电动振动器的,优点是噪音低,缺点是成本高。
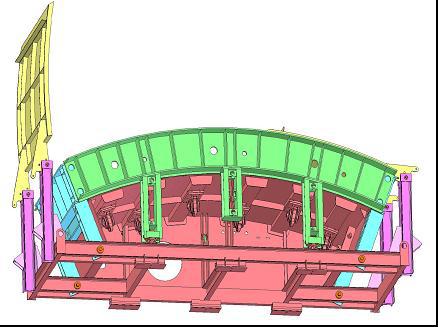

图 6: 附着式振动器钢模具结构 图 7: 面具地板下的振动器
附着式振动器模具底板钢梁的设计,以及振动器数量与位置的确定,都要考虑到振动力的传播(如图6,7所示)。设计特点是振动力直接经由底板大面积地传递给混凝土,就是说应该振动的地方振动,不应该振动的地方不振动。而人工插入式振捣产生的力只能作用在混凝土的局部。振动平台的振源却远离需要振捣的混凝土。
附着式气动振动器以压缩空气为动力,没有污染。作用于模具的振动力经过科学计算。钢结构设计以不影响模具精度,不引起结构破裂,不影响模具寿命为条件。并保证混凝土浇筑均匀密实。振动器在布置设计上须考虑利用转速的变化和作用力的大小与传导,使混凝土不同的骨料成分得到均匀分布捣实。所以,附着式振动器的布置是科学计算与大量实践检验的产物(如图8所示)
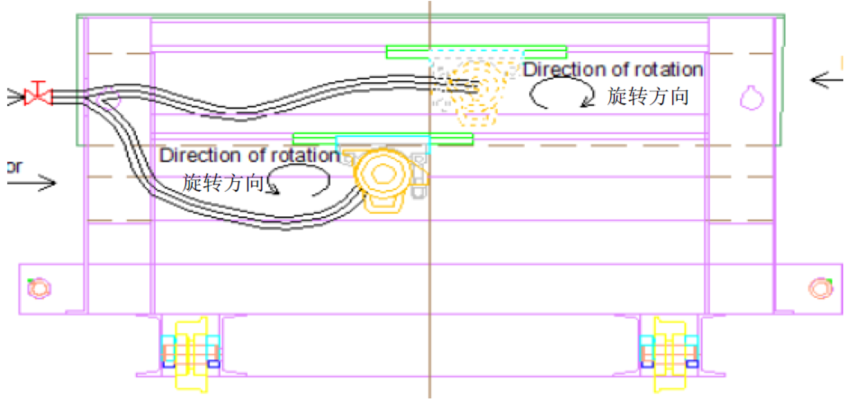
图 8: 附着式振动器布置示意
附着式振动器的振动力随着混凝土骨料落入模具的量而逐渐增加,原理 : 力 = 质量 x 加速度,逐步加强振动。在混凝土内部产生一种共振力,这种力无法通过振动台模具结构的整体振动或人工振动棒获得。从而排出气泡,使混凝土分布均匀密实,保证管片质量。
这种振捣方式可缩短振动时间,以地铁6米直径隧道为例,一块管片从混凝土浇筑开始振动,到浇筑完成,振动时间持续约4~5分钟左右。如果振动时间太长,只能说明设计不过关,钢模具可能出现裂隙。
二、 认识方面的两个误区
对于附着式振动器钢模具的认识,通常容易出现两个误区:
一是模具钢材越厚越好,模具越重越好;
二是附着式振动影响模具寿命。
钢模具需要振动效果好,又不裂缝,的确是个两难问题,也是附着式振动器模具设计的核心所在。振动效果好,要求必须使混凝土内气泡排出。而模具的钢板材过厚重则振动不起来; 不裂缝,要求 模具在受到千次以上的振动不裂缝,不变型。这就需要模具设计制造充分掌握钢结构设计技术和对模具振动力的分析能力与手段。 技术水平高经验丰富,模具振动效果好而且不裂缝。盲目地照搬硬套,模具的确有可能振不起会破裂。
以地铁6米直径隧道钢模具为例,法国CBE 模具底板采用 10mm 厚钢板,每一环模具设原装振动器16个。但有的模具制造商采用 12mm厚钢板做底板,每一环模具布置22个振动器 ,不仅结构钢材用量增加,能源消耗高,而且振动的质量难以保障。
做到模具振动效果好,不裂缝,还需要有科学的焊接工艺设计、对振动器的研究以及多个振动器互相产生的振动力关系的丰富经验,防止振动力互相抵消。所以,附着式振动器模具的设计是一项科技含量非常高的系统工程。CBE 品牌模具设计制造比较重视下面的环节: 不同直径隧道的管片模具,设计不照搬硬套,而是有针对性地重新设计 (如图9所示)。就是说,大小不同的钢模具,振动器的位置、数量、焊接工艺、钢结构尺寸都不尽相同。
模具结构的钢性太强,所设定的振动力则不足,这种情况下势必延长振动时间,并且配合插入式人工振捣,因而失去经济技术优势,不能保证混凝土管片质量。模具结构钢性太柔,模具结构可能被振裂,也减少模具寿命(如图10和图11所示)。
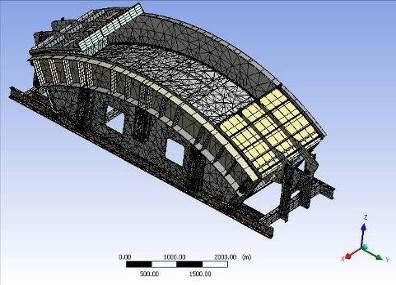
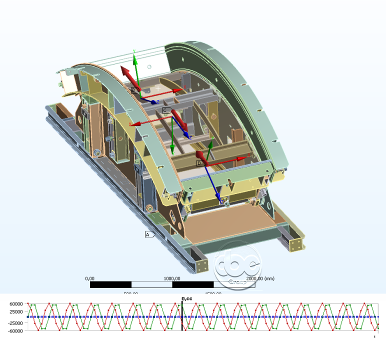
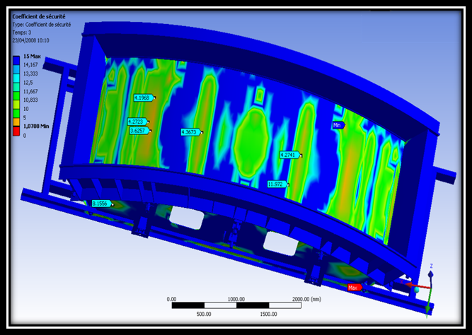
图9: 用限元法分析单块模具结构 图 10: 振动模拟研究 图 11: 振动力分布与模具变形研究
隧道混凝土管片预制采用的附着式钢模具是一个系统地、成熟地、科技含量高的钢结构产品,用于固定式生产或者自动化流水线作业,都是可靠的选择。
作者 法国 FC 技术顾问公司